Alloy Temper :..
Lead Time :.
Thickness :.
 |
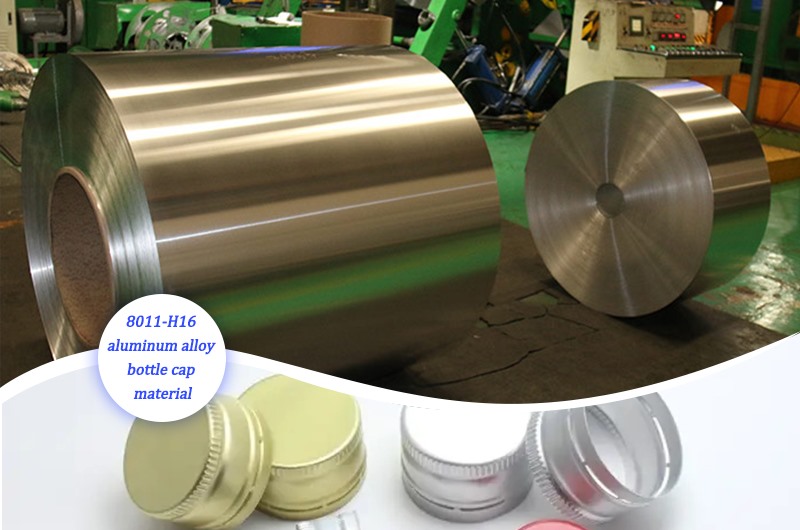
The effect and mutual influence of main alloying elements of 8011 aluminum alloy were analyzed and studied, and the effect of intermediate annealing process and cold working rate on the comprehensive properties of the alloy was studied by combining small test research and large-scale production, and the mechanism of affecting the performance of the alloy was studied. discussed. The results show that: reasonable control of Fe, Si content and ratio in the alloy, intermediate annealing at 320 ℃ and 52% final pass cold working rate, 8011 H16 aluminum alloy bottle cap material with excellent comprehensive properties can be obtained.

Aluminum and aluminum alloy bottle cap material is a new type of bottle cap sealing material, which not only has the characteristics of being beautiful and easy to open, but also has the function of preventing counterfeit goods. Therefore, it has been widely used in beverage bottles, wine bottles, etc. On the sealing packaging of cosmetic bottles, medicine bottles, etc. As the main anti-theft cover material, 8011 aluminum alloy is required not only to have good deep drawing performance and low ear-making rate, but also to have a certain strength after being baked in the cover-making process [1,2]. At present, the production of 8011 H16 aluminum alloy bottle cap material, the high bottle cap with a punching height of more than 50mm, the thermal stability of the plate after baking is poor, the tensile strength is low, and the ear rate is unstable, which leads to the bottle punching. The yield of the cover is low and the formability is poor. Therefore, it is of great significance to optimize the existing processing and production technology to make its various performance indicators reach a higher level.
The main alloying elements of 8011 H16 aluminum alloy bottle cap material are Fe and Si, and the rest are trace impurity elements. The test adopts DC semi-continuous casting, and the production specification is 480×1630mm aluminum alloy flat ingot. The specific process flow is: smelting→casting→soaking→hot rolling→cold rolling→intermediate annealing→cold rolling→tension leveling→slitting or transverse cutting→packaging. Smelting and casting mainly control the content and proportion of alloying elements, and the soaking temperature adopts the heating temperature of 500±5℃, and the holding time is not less than 20h. The billet is rolled by "1+4" hot continuous rolling, and the final hot rolling temperature is controlled to be ≥280°C.

Mobile:86 17344894490
Email:frank@signialuminium.com
Address:A126 Building 4, No.89 Science Avenue,National HI-Tech Industry Development Zone,Zhengzhou,Henan